

- 聯系我們 Contact Us
-
- 全國銷售熱線:13473663397
- 銷售一部:13473663397
- 銷售二部:13473663397
- 聯系人:李經理
- 地址:河北省廊坊市大城縣大廣安鎮工業區48號

-
彎頭下料方法介紹(一)添加日期:2014-11-30 14:38:31 瀏覽次數:2159次閱讀說明,本文非原創文字,是本人覺得挺實用發布到我自己網站供廣大客戶們來一起學習閱讀,如有雷同侵權,請告知我自當刪除,謝謝,我廠只要經營管道保溫施工包鐵皮包鋁皮施工所使用的機器設備,包括有手動鐵皮卷板機,鐵皮壓筋機,以及通風設備通風管道使用的手動折彎機,鐵皮折彎機(煙囪管專用的鐵皮折彎機)聯系電話:13473663397,李經理,在線聯系QQ77791279,歡迎各界人士來電咨詢問購。
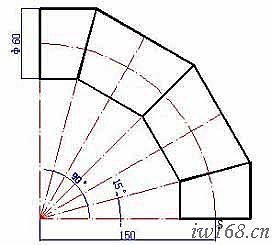
彎頭是用于管路轉彎時的連接件。按口徑,分為等徑彎頭和異徑彎頭;按制作方式,則有彎制、壓制、擠制和焊制之分;按截面形狀,可以分為圓管彎頭、方管彎頭、方圓管轉換彎頭、異徑彎頭(在轉彎過程中截面大小改變而形狀不發生改變)、異形轉換彎頭(截面形狀在轉彎過程中步發生改變)等第。我們這里講的彎頭展開,指的是一節節組焊而成的“蝦米彎”,主要包括等徑圓彎頭、異徑圓彎頭、方圓管轉換彎頭;其他形狀的彎頭并不常見,因為沒有特殊需要,誰也不會設計這種展開復雜,加工困難的玩意兒來增加成本、自找麻煩。
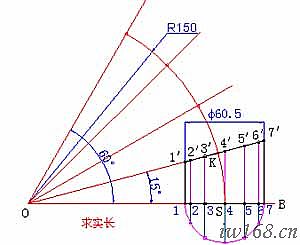
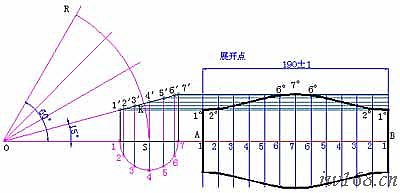
 焊制彎頭的幾個主要參數:(參看圖2-3-2a)1.彎頭角度:指彎頭兩個管口面間的夾角;2.彎頭直徑:指彎頭管材的外徑、內徑或中徑;3.彎曲半徑:指管段軸線的內切圓半徑。即管口中心到了兩管口面交線的距離;4.彎頭節數:彎頭的端節是中間節的一半,兩個端節合起來是一節,再加上中間節數,合稱彎頭的節數;m.yw454.com關于彎頭節數,目前沒有統一的規定。有的把中間節的數量稱為節數,有的把組成彎頭的段數稱為節數。如圖2-3-2a所示彎頭,前者叫二節彎,后者叫四節彎,我們鈑金冷作工則叫三節彎。稱三節彎的合理之處,一是便于半節角度的計算;二是彎頭的節數等于焊接接口的數量,非常之明了;三是對兩個半節組成的一節彎,前者就納不入自己的系列,要換著名兒叫,后者則根本不存在一節彎頭的概念。2.平行線法現在介紹展開時常用的另一個方法---平行線法。平行線展開法常用于素線互相平行的柱形曲面的展開,其展開的基本過程如下:1)針對曲面結構特點,依照設定的規則,將該曲面劃分為N個彼此相連的梯形微面域(微面域以下稱面元);梯形的平行邊一般選在曲面的素線處;N一般根據誤差大小、加工工藝和材料性質等因素通過實踐選擇;2)對每個梯形微面元,都用其四頂點組成的平面梯形逐個替代,即用N個梯形替代整個曲面,其替代誤差隨著N的增加而減小;3)根據視圖的尺寸、位置的對應關系,即:“長對正、高平齊、寬相等”的三等關系和上下、左右、前后的方位關系,用與各視圖相關的平行線求取相貫點的位置、每個梯形各邊的實際長度;4)在同一平面上按同樣的結構和連接規則組合畫出這些梯形,于是得到模擬曲面的近似展開圖形。彎頭、三通等柱形表面的展開放樣都是平行線展開法的典型例子。3.等徑彎頭的展開。鐵皮卷板機和鐵皮壓筋機
焊制彎頭的幾個主要參數:(參看圖2-3-2a)1.彎頭角度:指彎頭兩個管口面間的夾角;2.彎頭直徑:指彎頭管材的外徑、內徑或中徑;3.彎曲半徑:指管段軸線的內切圓半徑。即管口中心到了兩管口面交線的距離;4.彎頭節數:彎頭的端節是中間節的一半,兩個端節合起來是一節,再加上中間節數,合稱彎頭的節數;m.yw454.com關于彎頭節數,目前沒有統一的規定。有的把中間節的數量稱為節數,有的把組成彎頭的段數稱為節數。如圖2-3-2a所示彎頭,前者叫二節彎,后者叫四節彎,我們鈑金冷作工則叫三節彎。稱三節彎的合理之處,一是便于半節角度的計算;二是彎頭的節數等于焊接接口的數量,非常之明了;三是對兩個半節組成的一節彎,前者就納不入自己的系列,要換著名兒叫,后者則根本不存在一節彎頭的概念。2.平行線法現在介紹展開時常用的另一個方法---平行線法。平行線展開法常用于素線互相平行的柱形曲面的展開,其展開的基本過程如下:1)針對曲面結構特點,依照設定的規則,將該曲面劃分為N個彼此相連的梯形微面域(微面域以下稱面元);梯形的平行邊一般選在曲面的素線處;N一般根據誤差大小、加工工藝和材料性質等因素通過實踐選擇;2)對每個梯形微面元,都用其四頂點組成的平面梯形逐個替代,即用N個梯形替代整個曲面,其替代誤差隨著N的增加而減小;3)根據視圖的尺寸、位置的對應關系,即:“長對正、高平齊、寬相等”的三等關系和上下、左右、前后的方位關系,用與各視圖相關的平行線求取相貫點的位置、每個梯形各邊的實際長度;4)在同一平面上按同樣的結構和連接規則組合畫出這些梯形,于是得到模擬曲面的近似展開圖形。彎頭、三通等柱形表面的展開放樣都是平行線展開法的典型例子。3.等徑彎頭的展開。鐵皮卷板機和鐵皮壓筋機

手動鐵皮折彎機:

管道保溫施工:
 上一篇:管道焊接保溫套保溫被下一篇:彎頭下料方法介紹(二)
上一篇:管道焊接保溫套保溫被下一篇:彎頭下料方法介紹(二)
地址:河北省廊坊市大城縣大廣安鎮工業區48號 手機:13473663397